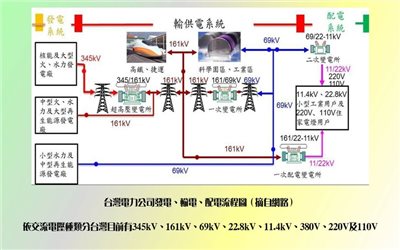
一、依交流電壓種類分台灣目前有345kV、161kV、69kV、22.8kV、11.4kV、380V、220V及110V。
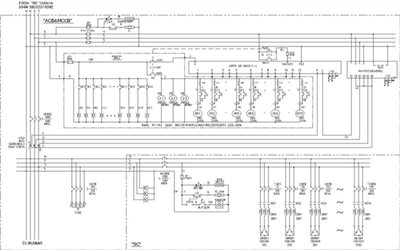
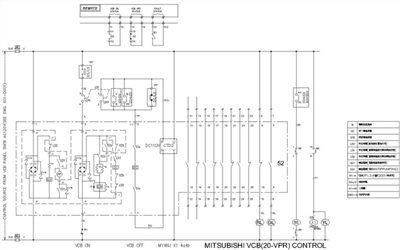
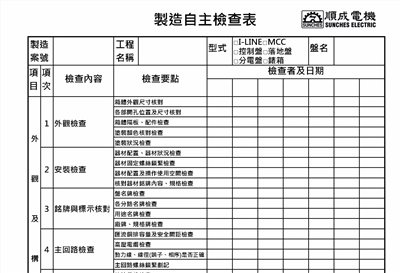
配電盤規劃設計流程區分:(1)單線圖整理(2)繪製鈑金圖(3)繪製複線圖(4)繪製控制圖(5)電裝與品管(6)成品出貨(7)現場定位與安裝 等六個步驟。
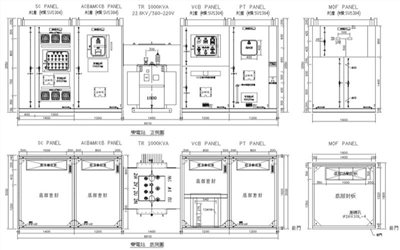
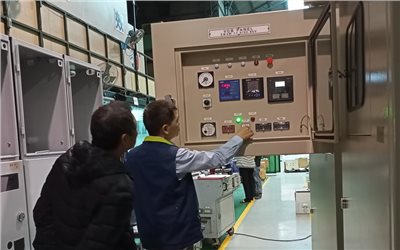
二、配電盤(箱)之現場配置空間要求:
電器室之高壓系列盤,如屬面對面配置者,其維修通道至少應留有2000mm之水平工作空間,而低壓列盤,如屬面對面配置者,其維修通道至少亦應留有1500mm之水平工作空間。
三、配電盤工程設計之注意事項及定義:
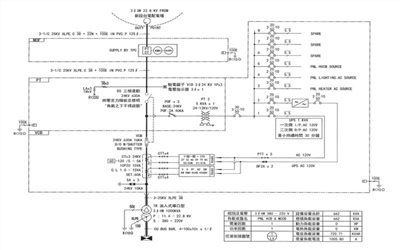
1.高、低壓纜線進出方式,影響配電盤是否為頂部開孔或底部開孔或為低壓匯流排(Buws Way)直接插入方式。上述纜線進出方式影響盤內銅排接頭預留方向及其位置是否正確,避免現場安裝後再配合進線方式修改之麻煩與耗時!
2.電驛及儀錶用比壓器(PT)及比流器(CT)之精確度及負擔(VA),須依系統需求、電驛及儀錶用妥為選用,使其達到所接儀錶之精確度及電驛動作時間之確實。
PS:若需求更細節製作項目解說,歡迎來電詢問或加入我們會員可以提供更細項技術解說和說明,謝謝!